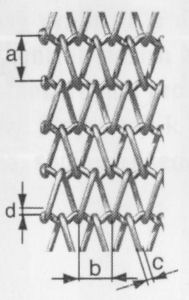
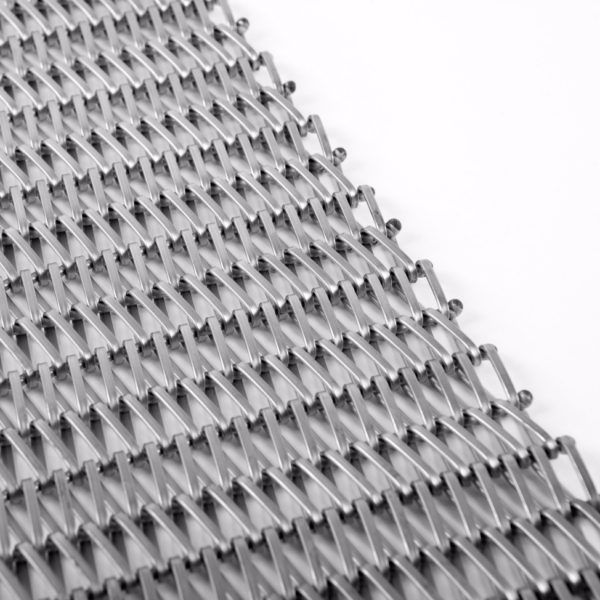
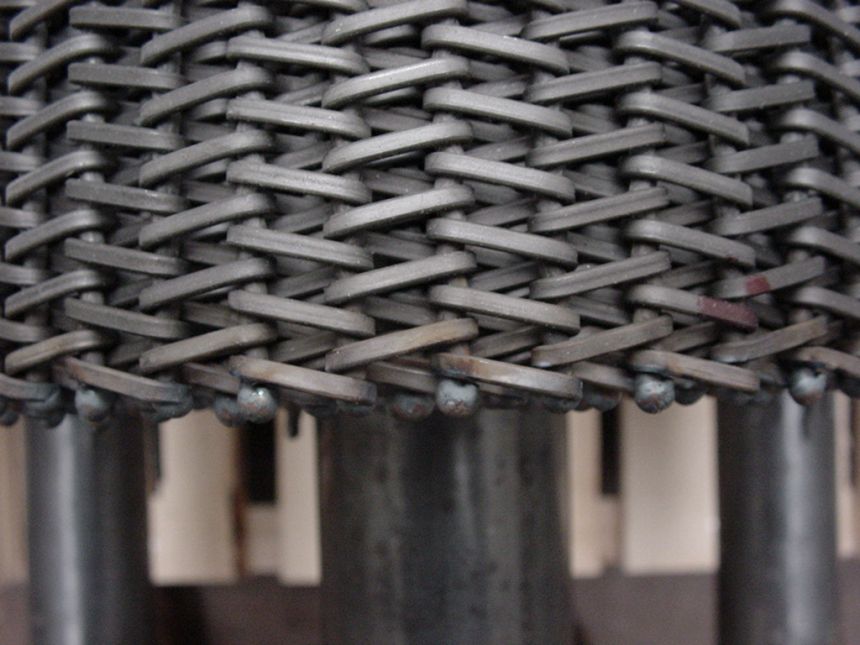
Конвейер изготавливается из широко свитой проволоки спирали плоского профиля. С чередованием влево и вправо скрученные спирали взаимно связаны волнистой поперечной проволокой. Концы этой поперечной проволоки заканчиваются сваркой или петлей. Стандартный способ окончания конвейера - сваркой, по желанию для выбранных типов - петлёй или загибанием. Волнистая поперечная проволока позволяет сохранить первоначальную структуру конвейера после натяжения, так как предотвращает смещение проволок спирали.
прямой ход конвейера
не самое лучшее решение для транспортировки изделий, которые оставляют следы на конвейере, которые потом засоряют конвейер и ухудшают его функциональность
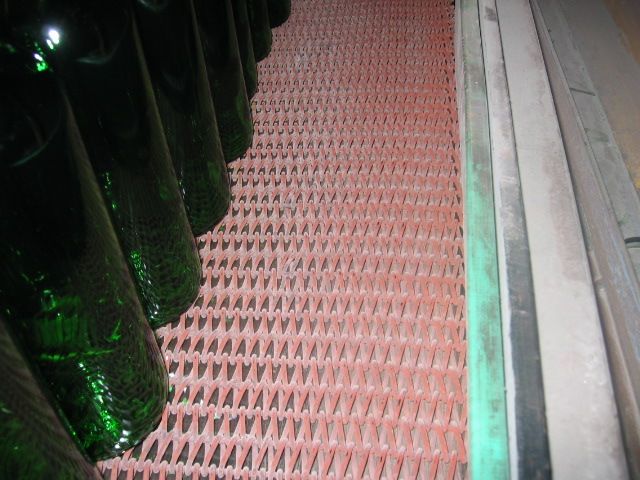
В качестве охлаждающего конвейера в стекольных и керамических производствах, транспортировочного конвейера в кондитерской и шоколадной промышленности, охлаждающего конвейера в химической промышленности, сушильного конвейера деревообрабатывающей промышленности и т.п.
Наиболее часто применяется в процессах:
Шаг поперечной проволоки: 4,00 - 50,80 мм
Шаг проволоки спирали: 3.00 - 33,00 мм
Размер проволок спирали: 1,20 x 0,70 - 5,00 x 2,00 мм
Стандартные материалы: обычная сталь, нержавеющая сталь,нержавеющая сталь для высоких температур
Окончание краев: сварным швом (G), петлёй (S), изгибом(U)
Jiří Stehlík
Obchodní a produktový specialista
mob.: +420 731 528 493
tel.: +420 318 494 118
e-mail: stehlik@eurositex.cz
{kind=link}
{kind=link}
{kind=link}
{kind=link}